time and again, we find that the nickel content of failed 316 is below specification, until…
Thanks to Josh Lyons of the Thaitanium Project for the heap of corroded hardware pulled from the walls of Railay/Tonsai. Without such real world samples, all is mere speculation.
TL;DR
- Not 316, but a high-nickel 304 variant.
- Although not strictly a 316 failure, it might as well be, as far as the theory postulating 316 resistance to SRB attack goes.
- It is fully austenitic yet still showed hydrogen embrittlement remote from the point of SRB attack. This is unexpected.
- Examination shows the metal to be unusual with a high density of longitudinally-disposed inclusions.
- We suspect this unusual structure means hydrogen is free to diffuse in an otherwise austenitic structure but could find no references in the literature to support this contention.
- This example highlights the difficulties presented by the rogue stainless steel market. Even if manufacturers used XRF to check the quality of incoming bar stock, it would not prevent this sort of material slipping through.
We find a broken bolt from Railay/Tonsai which is absolutely non-magnetic – surely 316, but no, this is something quite different.
One day it so happened that when I was looking through a great stack of corroded stainless steel from Railay/Tonsai, I came across an expansion bolt that was strikingly non-magnetic. Whoa! Was this the example of a 316 failure I have been seeking all these years? And, to think it has been hiding in my dead-bolt collection all along!
The magnetic susceptibility as measured by my micro-balance technique was very low.

If I stay with the scaling factor I have been using in the past, I would interpret this as 1.2% martensite, or flipped the other way, something like 99% austenite. By comparison, measurements of cold-worked 304, such as Fixe #14A ringbolts, are typically in the range 30% to 60% martensite. When you consider that Raumer Super Stars, being 316, show less than 2% martensite, there is a distinct possibility that this specimen must also be 316.
As an aside, I should note here that the calibration of my magnetic, micro-balance is a work in progress, and I intend to address the issue of accuracy in a future post. For now, I’ll keep to the same scaling factor that I have always used, so that comparisons can be made with my previous posts.
So, let’s look at this bolt. It turns out to be Imperially dimensioned: 3/8″ with 16tpi. The bolt length code of “D” indicates it was 3″ before the end was lost to corrosion.

The clear possibility that it might be of US manufacture led me to ask the knowledgeable folks on the Mountain Project Forum if they could identify it. The consensus pointed to the Redhead Trubolt Wedge anchor WW3830, which you can find here.

What I have is certainly a close dimensional fit to the published specification. But, hold on a bit, it says it should be 304 not 316! That doesn’t align with the lack of magnetism, unless it has been soak-annealed subsequent to the completion of all forming operations. And that seems unlikely given it would involve additional cost.
When guesswork fails, analytical chemistry comes to the rescue – see here for my methods.
| element | weight % | error |
|---|---|---|
| Ni | 10.8 | +/- 0.1 |
| Cr | 18.0 | +/- 0.1 |
| Mo | < 0.1 |
So it is certainly not 316 ( lack of Mo, and Cr too high), but looks like a high-nickel variant of 304. On a good day, we’d expect a specimen of 304 to be just on the minimum of 8%, but, more often than not, we find it to be somewhat below that spec. simply because nickel is expensive. So this finding was surprising, and it certainly explains why the product could be cold-worked without any martensite being formed. See this post for chapter and verse on what I talking about here.
I imagine that what we are seeing isn’t an intentional formulation, but rather, my guess is that one day someone making 304 at the foundry slipped while adding the nickel, thereby costing their business much, and inadvertently launching a rogue batch of 304 onto the market. It thence found its way into an expansion bolt and onto a crag in Tonsai/Railay. Regardless of origin, my hypothesis says that this high-nickel bolt would nonetheless act like 316 and be impervious to SRB attack. I’ll come back to this conjecture.
It’s broken, and its from Railay/Tonsai: certainly SRB attack, but let’s check the evidence.
The reader will recall that my prediction for the corrosion resistance of 316 is predicated on such corrosion being sulphide stress cracking (SSC) pursuant to SRB attack. This will be so, only for those sea cliffs sponsoring high levels of sulphate. Note that my hypothesis does not extend to other forms of corrosion such as chloride induced stress corrosion cracking (SCC). Consequently, before proceeding with the analysis of the failure of this high-nickel specimen, we firstly need to confirm SRB attack, even though the sample comes from a region notorious for SRB induced SSC.
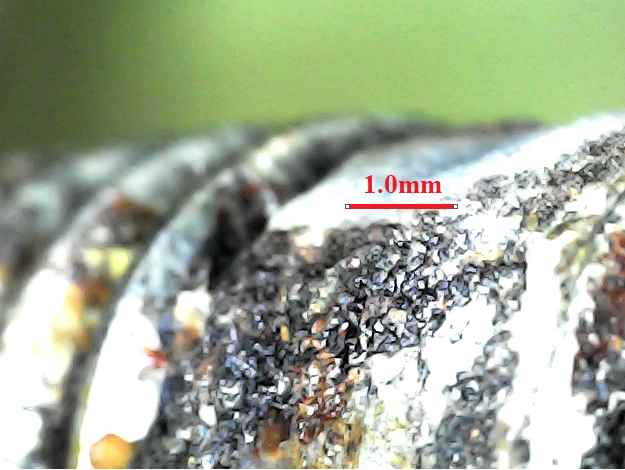
Firstly, the “green rust” typical of a SSC failed surface is visible.

Secondly, there is evidence of the iron sulphide, greigite, with its characteristic dark-purplish, iridescent, octahedral crystals.
Thirdly, scrapings from the fracture surface test positive for metallic sulphide in the Iodine-Azide test, as demonstrated by the formation of bubbles of nitrogen gas.
Taken together, these three observations confirm SRB have been active.
Why is it I think 316 will resist SRB attack?
Firstly, let’s recap our understanding of the SRB attack process. I am hiding a lot of detail in the following four steps, and for those who want to know more, this recent post provides a short summary of the phenomenon. Be warned that, in this regard, short is actually rather long!
- SRB attack the metal wherever anoxic spaces exist to support this obligate anaerobe. Such attack results in cathodic charging of the metal by atomic hydrogen.
- The hydrogen diffuses through the metal to locations quite remote from the point of bacterial attack.
- As the hydrogen level builds up, a point is reached where the metal is no longer ductile, but has become brittle. Stress cracking ensues.
- Subsequently, SRB can then penetrate deeper into the metal following the network of cracks that open.
I am going to assert that step 2. is the critical process that determines whether a bolt is going to fail in a few short years in an SRB environment.
Austenitic stainless steels are renown for their robustness in hydrogen service. The reason normally given for their superior performance is that the rate of hydrogen diffusion in the face-centred cubic lattice (fcc) of such steels is typically three orders of magnitude lower than that for ferritic steels with their body-centred cubic lattice (bcc). Thus, when SRB attack a fully austenitic steel, hydrogen damage is constrained to the very outside, and further entry via stress cracks is denied.
Now we need to add one further complexity to this topic. Stainless steel grades such as 316 and 304 are what is known as meta-stable austenitic alloys. This means the austenitic form is inherently unstable, and if any energy is supplied by cold-working, the lattice will rearrange to the more stable bcc form of α’ martensite. See this post.
Most bolts, regardless of form, have been subjected to cold-work during manufacture and thus they may be partially martensitic. This means that they will possess hydrogen conduction paths through them courtesy of the martensite, and thus could be vulnerable to SRB attack.
How would we know if a bolt is vulnerable? I’ve always maintained this is easy. Check it with a magnet. The fcc allotrope is not magnetic, but the bcc allotrope is (note: magnetic is lazy speech for magnetic susceptibility).
Now for the final piece of the puzzle. The nickel content dictates whether a meta-stable alloy is going to convert to martensite during manufacture at room temperature. The cut-off is very sharp. Above 10% nickel, as 316 should be, all is good, and the austenitic state is maintained. Below that point suddenly things go bad, as we see with 304 at 8%.
So the hypothesis is that 316 should resist attack by SRB because it is specified at 10% nickel, just enough to prevent martensite conversion during production, which in turn suppresses hydrogen diffusion, which in turn inhibits SRB colonization. The macroscopic view is that if it is not magnetic, it is not going to be attacked by SRB.
I have left the following public challenge out there for some years – “Find me a piece of 316 that has failed through SRB attack!” To date, every challenger has failed to meet the 10% nickel requirement… that is, until I came across the current sample.
Why do I have a problem with the current sample? After all it is not 316.
Certainly, this is true, but I’m reckoning that the molybdenum content of 316 is not in play in this matter (see here), so our high-nickel 304 specimen should be every bit as resistant as 316. My current theory directly hangs upon the requirement for nickel to exceed 10%, and thus, an example of a high-nickel variant that has failed to resist SRB attack is all we need to challenge the martensite/hydrogen-mobility hypothesis.
Let’s look closer – can we see evidence for hydrogen damage?
We know the material has to be austenitic because it is not magnetic. And, following on from that fact, we know that, being austenitic, the mobility of atomic hydrogen will be seriously restricted.
So the question arises, will we see evidence for hydrogen damage at points remote from the actual location of SRB attack? This is a hall-mark of such corrosion, and for martensitic steels such as cold-worked 304, stress cracking can be observed 5 to 10 mm distant from the attack site.
I took a 16mm sample, as shown in the figure below, and sectioned it. Note that there are corrosion products distributed along the length of the sample, but the primary attack point is the far righthand end.

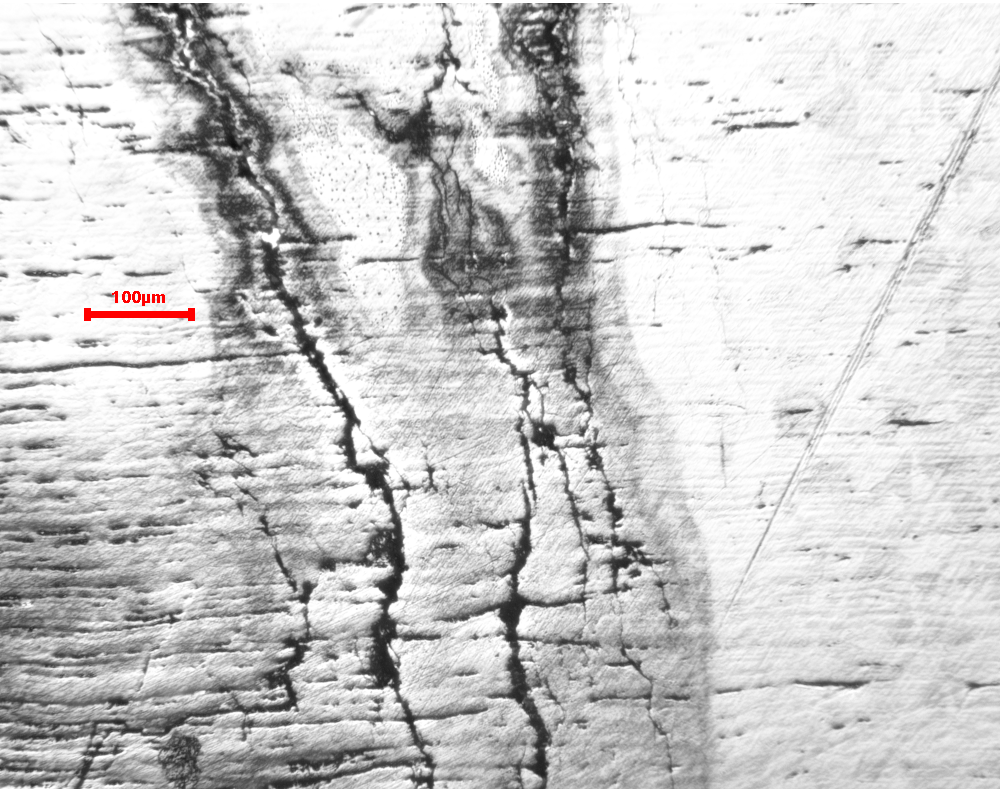
In longitudinal section pictured below, we see that extensive cracking has occurred both along and across the volume of the bolt.
If the cause of these stress cracks is hydrogen embrittlement, then there can be no doubt of the mobility of hydrogen in this particular case. The video starts at the corroded end and tracks some 16mm along into the non-corroded part.
Notice the caveat above. If the cause of these stress cracks is hydrogen embrittlement then we can conclude high hydrogen mobility, but is that really the case? Let’s look closer for evidence of actual embrittlement.
In the photographs below, I have zoomed in on a number of cracks. Note the marked crumbling of the crack edge. Note also the multitude of angular fragments present within the crack void. Notice the scale – those fragments are dust sized.
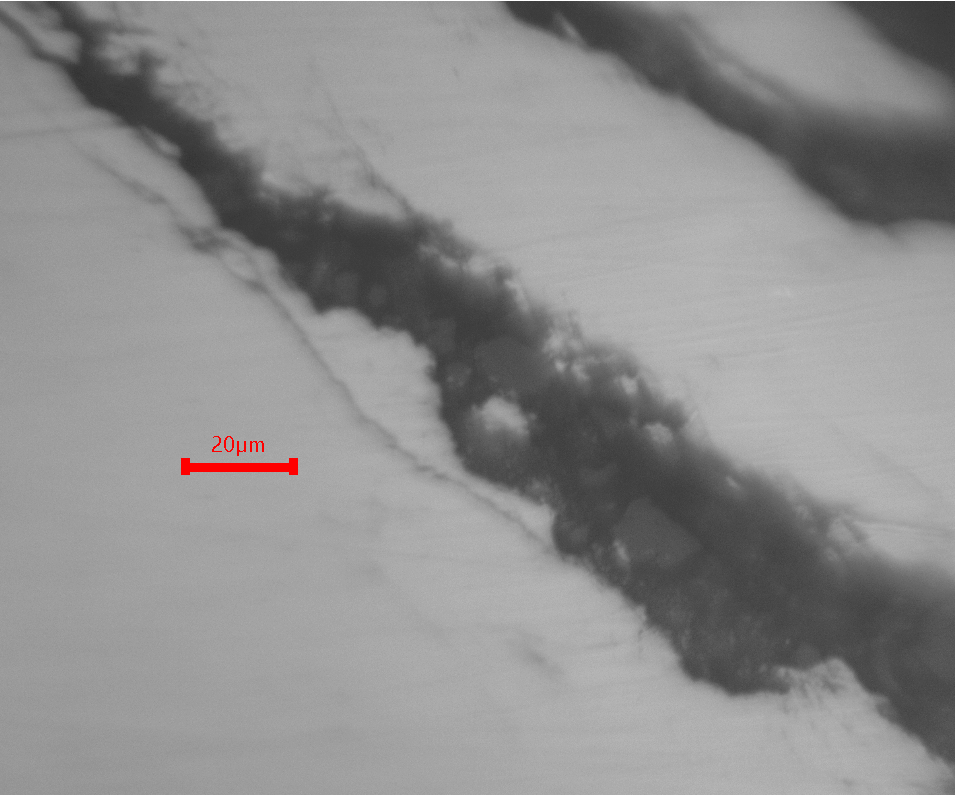
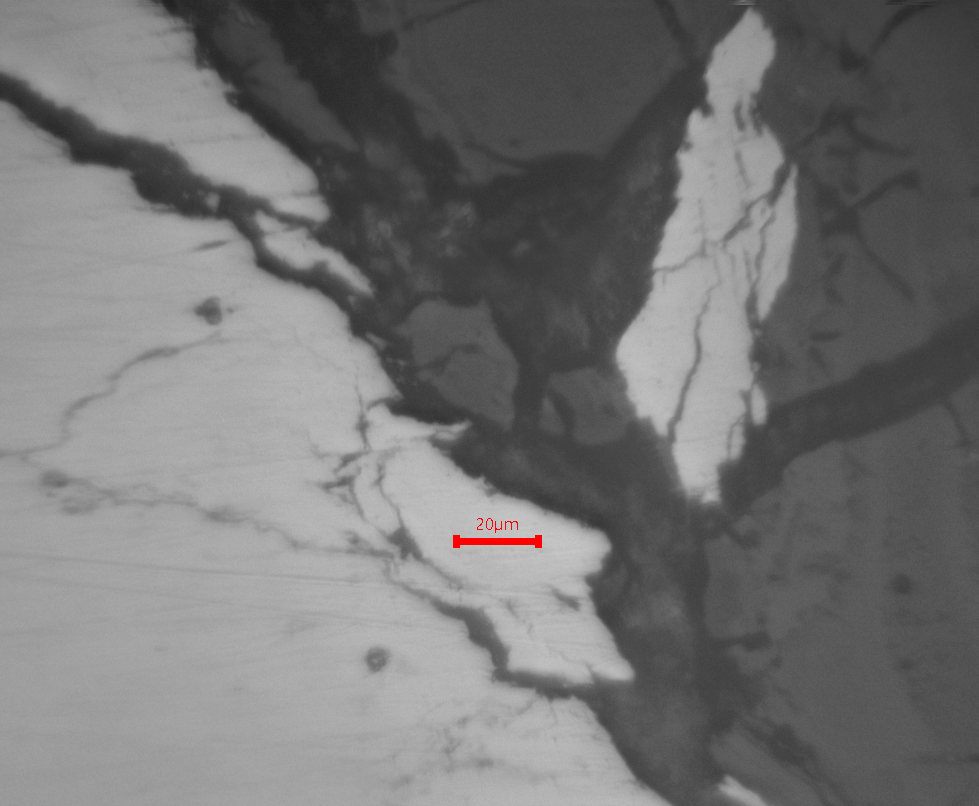

We see that a tough, malleable metal has been transformed to a brittle, freely-crumbling state. This is a hallmark of hydrogen attack.
For such attack to be distributed along 16mm of bolt we are forced to conclude that austenitic or not, this alloy is freely pervious to atomic hydrogen.
So we have evidence of an 18-10 stainless steel that is completely austenitic, yet freely conducts atomic hydrogen – well, that’s a new one for me!
Now, there are very sound reasons to assert that the fcc lattice is impervious to hydrogen, and, if we are seeing evidence for the free diffusion of hydrogen, then it follows that there needs to be an alternative pathway.
I think I have evidence for such a pathway. This is not 304/316 as we normally know it.
During work-up of the sample, I saw indications that this material was different. It behaved in a way that I normally associate with stainless steels that have high levels of inclusions, such as 303. The final polishing stages needed special handling.
After applying the standard electrolytic etching in 50% nitric acid to highlight microstructural features, it was clear that the metal carried a high density of longitudinally-disposed inclusions that strongly accelerated the anodic etching process. See the images below.
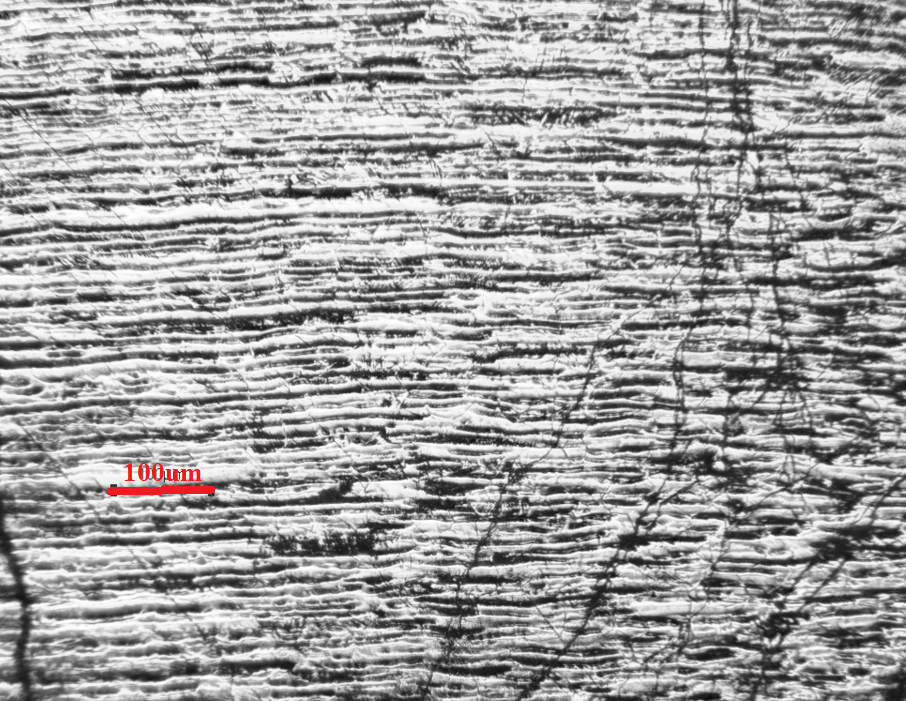
Note that the stress cracks follow paths unrelated to geometry of the inclusions. We can assume the geometry of the etched surface relief is being governed by electrochemical differences, whilst the stress field steering the cracking is something quite independent.
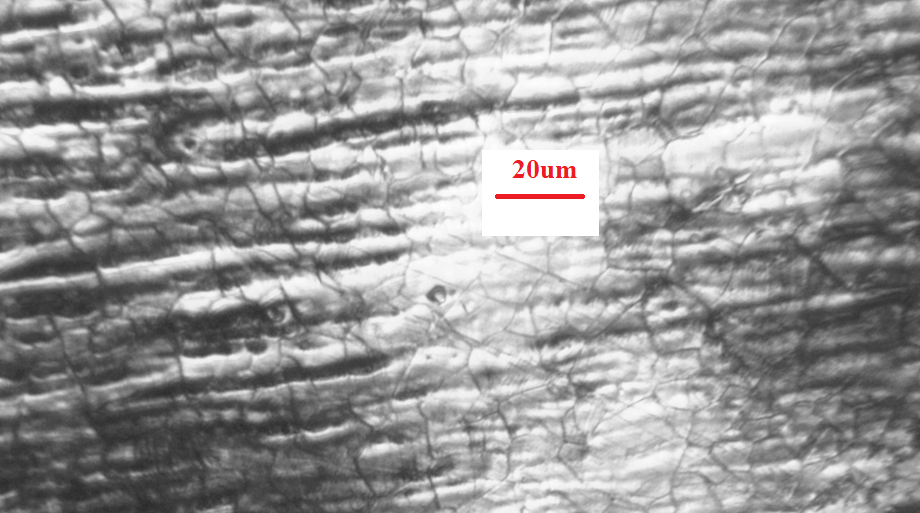
Looking closer we can see the fairly uniform grain structure of the austenite phase that seems to have developed independently of the longitudinal structures. My guess would be the bar stock has been soak annealed following drawing.
I reground and polished the sample, and this time used Bereha’s reagent to avoid the aggressive electrolytic etch for the final step. I think this tells the same story.

What are these inclusions?
It is difficult to go much further in understanding without access to serious instrumentation. However, with some confidence, I can rule out some possibilities.
It is quite common to encounter δ-ferrite stringers in stainless steel bar stock. Being ferritic, ie bcc, they add to the magnetism of the sample. Furthermore, they do not exhibit marked differential etching during electrolysis in 50% nitric acid as does our sample. I think we can eliminate this possibility.
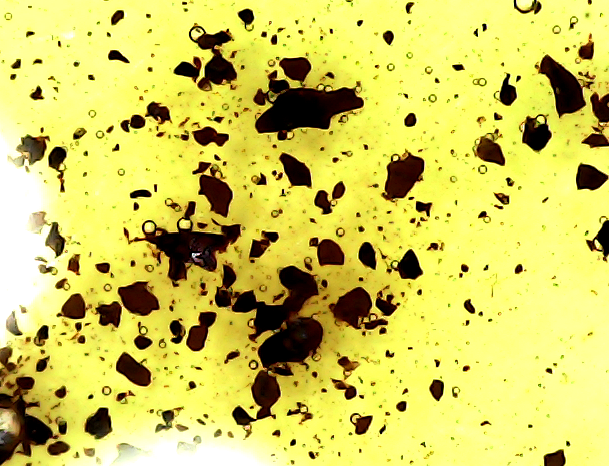
A second form of inclusion encountered in stainless steels are manganese sulphide stringers. These are visible in the polished, yet unetched sample. A free machining steel such as 303, with its intentionally raised sulphur level, shows these inclusions, whereas by contrast, in most samples of 304 or 316, there is no more than the odd inclusion of this type. Such steels are readily attacked during electrolytic etching in 50% nitric acid, but in a different way to that we see in the current sample. Furthermore, manganese sulphide inclusions can be “contact printed” by placing a piece of photographic paper, wet with dilute hydrochloric acid in contact with the polished surface. The evolution of hydrogen sulphide causes a local brown staining of the photographic paper. The photograph below shows such a “contact image”. Whilst there are a couple of longitudinally-disposed sulphide-reactive features, most of the sulphide activity is associated with the cracks themselves, indicating penetration by SRB along the developing crack. I don’t think the inclusions we see can be manganese sulphide.
One further piece of information I can bring to bear is that I have analysed the SiO2 content of the sample to be 0.6%. Such a low level rules out the possibility that we might be looking at a slag inclusion.
The possibility of a sigma-phase inclusion due to poor temperature control upstream of the drawing process also comes to mind, but I have zero evidence to confirm or reject this.
OK, so this sample contains very many longitudinal inclusions – but is that significant?
Surely we need to be asking for evidence of an increase in the permeability to hydrogen?
Such a query has proved awkward, and searching through the literature didn’t turn up an answer. And widening the search to ask for evidence for an increase in the susceptibility to hydrogen damage, did little more than add noise to an already unclear situation.
There are some good studies beginning to appear that focus on the austenite/martensite system courtesy of policy interest in the hydrogen economy, but outside of this, I found nothing other than vague hand-waving as regards how other inclusions or heterogeneities might impact susceptibility to hydrogen damage.
We are left suspecting that the good hydrogen resistance of an austenitic steel is being undone by structures unknown arising out of poor quality control, but definitive proof escapes us.
What are we to conclude?
Bring on more samples! Let’s see if we can find another example of such a thing. We still have much to learn.
In my opinion, the magnet test for austenitic integrity is still a good one. Unless of course you get unlucky and it’s not 🥴. This is not an entirely facetious proposition, because rejecting a magnetic product masquerading as 316 is certainly a double win. Firstly, you don’t waste effort installing it on a cliff, and secondly, manufacturers will start to feel pressure to get their QC in order.
More importantly, I think this finding drives home the idea that we are ever at the mercy of the rogue stainless steel market. Testing 316 with a magnet is a good simple test that shouldn’t be overlooked, but even if we had manufacturers confirming elemental composition of the incoming bar stock by XRF, is seems possible that poor quality control at the foundry could undo our best efforts.
Given the growing difficulty of tying-down stainless steel quality we really need to be asking whether titanium is all that much more expensive.
Discover more from Crag Chemistry
Subscribe to get the latest posts sent to your email.